


杯突试验是一种常见的力学测试方法。众所周知,依据ISO 1520-1999、GB/T 9753的标准要求,杯突试验的试板厚度应在0.3~1.2mm之间。依据GB/T 4156-2020的标准要求,杯突试验的试板厚度应在0.1~2.0mm之间。

那么,厚度小于0.1mm的薄材需要测试在拉延成形时承受塑性变形能力时,是否可以选择杯突试验?如何才能获取精确度高、重现性好的试验结果?
近日, 我们在BEVS实验室进行了一次超薄锡箔纸的杯突试验,为客户验证了以上问题。
小编整理了这次试验的内容及相关数据,欢迎大家指正、交流。
仪器
2024 BEVS
BEVS 自动杯凸仪
Automatic Cupping Tester

技术参数:
控制方式:全自动
杯凸行程:0-15mm,±0.01mm
杯凸速度:0.02-0.4mm/s,±0.5mm
数显分度值:0.001mm
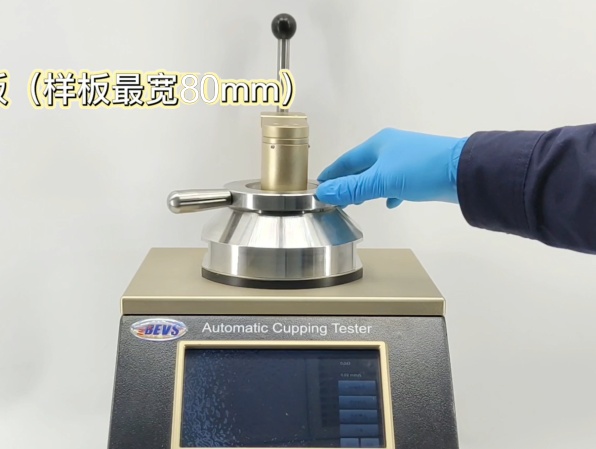
试板最大宽度:80mm
其他功能:拍照/录像
试板
2024 BEVS

底材:锡箔纸
涂层:光电材料
尺寸:70×150mm
厚度:0.03mm
试验内容
2024 BEVS
01
试验在10℃~35℃的温度范围内进行。

02
放入校准板,自动校准零位,取出校准板。
03
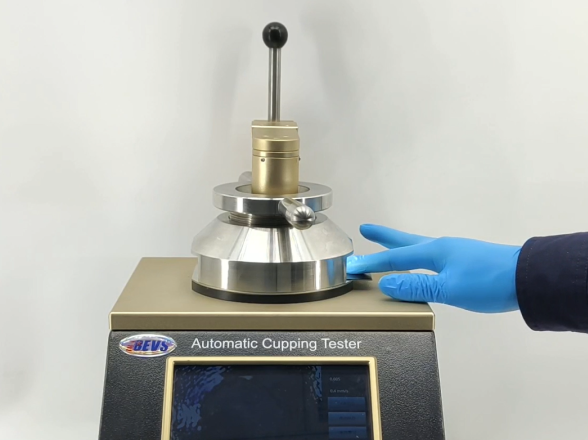
将试板有涂层的一面朝上,放入试板,转动把柄并锁紧试板。
04
点击“标准杯突”,选择“快速杯凸”,杯凸速度预设为0.1mm/s,开启试验。
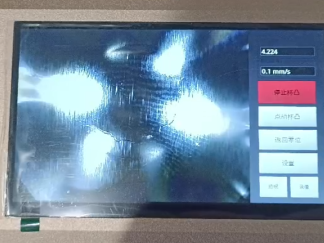
05
在显示屏上可以清楚的观察到,锡箔纸表面首次出现能够透光的裂缝时,杯突值为4.224。
06
转动手柄,取出试板。
07
每种材料应做两次以上实验,将所得杯突深度的算术平均值,作为该材料的杯突深度值。
试验小结
2024 BEVS
排除校准误差、冲头磨损、润滑剂的因素,杯突值主要受冲头上升速度、压紧力的影响。
本次杯突试验采用的试板厚度仅有0.03mm,为普通试板(0.3mm)厚度的1/10,受到外力作用容易在短时间内产生变形。因此,需要将杯突速度调低至0.1mm/s,以便能准确读取到杯突值。
另外,压紧力的大小能影响杯突值,随着压紧力的增加,杯突值逐渐减小。在锁紧试板时,转动把柄至刚好固定试板的位置,确保每次压模和垫模对试样的压紧力均匀一致。
注意以上几点,就可以提高测定的准确度和测定结果的可靠性。




